

以下是:枣庄市薛城区镀锌管让利促销的产品参数【星腾伟业】业务覆盖多领域场景,主营山亭无缝钢管大库存无缺货危机、峄城无缝钢管严谨工艺、滕州无缝钢管助您降低采购成本等产品服务。镀锌管让利促销,星腾伟业金属材料(枣庄市薛城区分公司)为您提供镀锌管让利促销的资讯,联系人:任威,电话:【0635-8885600】、【18865278086】。 山东省,枣庄市,薛城区 薛城区,隶属山东省枣庄市。位于山东省南部,微山湖畔,东与市中区、峄城区相邻,西南与微山县毗连,北与滕州市、山亭区接壤,总面积422.71平方千米。2022年,薛城区常住人口49.22万人。截至2022年5月,薛城区下辖5个街道、4个镇,区政府驻永福中路2号。
以下是镀锌管让利促销的现场实拍视频,让您更好地了解产品的优点和特点不容错过。以下是:枣庄薛城镀锌管让利促销的图文介绍
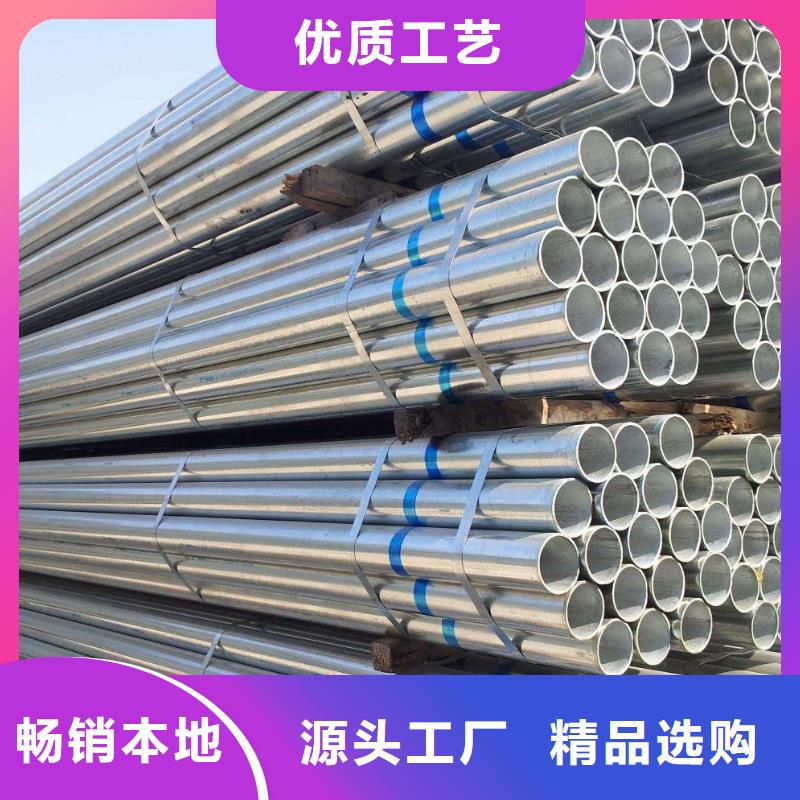
枣庄薛城星腾伟业金属材料有限公司位于开发区汇通物流园B115。是一家致力研发生产销售 无缝钢管为一体的厂家。主要产品有: 无缝钢管等。公司一贯坚持“质量先行,顾客至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,多次被评为:“重质量,守信誉”的企业,竭诚与国内外商家双赢合作,共同发展,共创辉煌!竭诚期待你的来电!0527-88266888
镀锌钢管,它有着耐腐蚀性能和使用寿命长的双重优点,并且价格相应比较低廉,所以现在它的使用率也是越来越高了,但是有的使用者在焊接镀锌管时不注意,导致了一些不必要的麻烦,那么镀锌管在焊接时都应该注意哪些问题呢? 01 前提是要打磨
必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
02 镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 03 焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。
在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌刚管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。
涂塑钢复管在管道使用寿命通用范围以及刚性,耐冲击性,耐腐蚀性和抗锈蚀起垢等具体性能大大优于衬塑,衬胶,热镀锌等另外管道内外涂塑管的工艺拥有静电喷涂及热浸塑,大致静电喷涂通用于任何领域的用管要求,热浸塑可以用在消防,电缆穿线管等领域。它通常不受输送介质的制约。xiao防给水(气体)内外涂塑环氧(EP)复合钢管,采用耐高温的改性环氧树脂粉末,对钢管内、外壁通过静电吸附的进行涂敷,解决了普通钢管和镀锌钢管在埋地输水时锈蚀及结垢问题,了消防、给水(气体)输送管道的使用寿命给水涂塑复合钢管是采用食品级改性环氧树脂粉末,对钢管内外壁进行涂敷的一种新型管材。具有着很强的耐腐蚀性及良好的耐化学性格外适用于消防管道对抗腐蚀及防火阻燃的要求.。因此,这类管材具有许多技术特征,广泛应用于各类建筑的冷热水的给水体系。联接办法有专用卡环联接、沟槽(卡箍)联接或丝扣联接,施工工艺类似钢管的沟槽联接与钢管的丝扣联接。
钢管防腐涂层越来越多地采用复合材料或复合结构。这些材料和结构要具有良好的介电性能、物理性能、稳定的化学性能和较宽的温度适应范围等。环氧树脂复合钢管是以钢管为基管,以塑料粉末为涂层材料,在其内表面熔融涂敷上一层塑料层、在其外表面熔融涂敷上一层塑料层或其他材料防腐层的钢塑复合产品。涂塑钢管根据内涂层材料的不同分为聚乙烯涂层钢管和环氧树脂涂层钢管。
镀锌钢管连接方式:螺纹,焊接。 滚槽方式连接 (一)滚槽焊缝开裂 1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。 3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂 1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。 2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5、用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求 1、管端至沟槽段的表面应平整无凹凸、无滚痕。 2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 焊接式连接 1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3、镀锌钢管管口对接后,管口部位出现砂眼: 4、焊接时由于技术原因造成。 5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。 车丝式连接 1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。 2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。 3、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求
在枣庄市薛城区采买镀锌管让利促销到星腾伟业金属材料(枣庄市薛城区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【18865278086】。









